钢阳极替代品:精密数控加工表面处理解决方案用于黑色氧化涂层
在快速成型和精密数控加工行业,我们每天都会收到来自全球工程师的RFQ。大多数时候,画作清晰无误。但偶尔也会有将零件变成废料的情况——比如今天的例子:表面处理要求在钢材部件上进行阳极处理,但物理上无法实现。
该项目来自欧洲工业机械装配领域,涉及两个部分,需渗碳和淬火,洛克韦尔硬度HRC 56±2,有效硬化层深度0.3+0.1毫米,ISO 2768-f标准的一般公差,以及图纸明确要求:“表面处理:黑色阳极处理。”
对于缺乏深厚工程经验的许多机械加工车间来说,他们可能只是提供报价,最终却生产出废料。因为钢材不能使用标准的铝阳极氧化工艺。直接阳极氧化会导致产品被拒和性能失效。
本文将分享Brightstar原型数控有限公司如何运用专业的表面处理工程技术,纠正客户设计误解并提供可行的替代方案。


当“阳极氧化”出现在钢材图纸上时
一些设计师和产品工程师长期大量使用铝材。阳极处理使铝呈现出美丽的黑色,出色的耐磨性和耐腐蚀性。因此,当他们后来转向设计高强度钢部件时,惯性思维可能会让他们指定“表面光洁:阳极处理”。
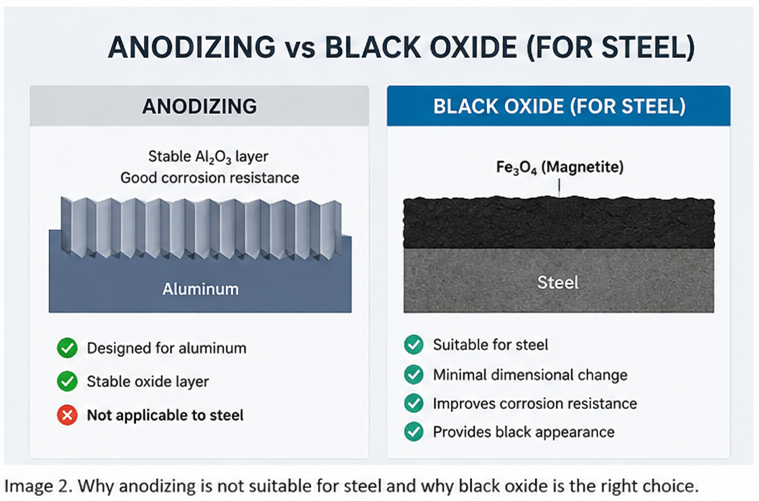
阳极氧化的核心原理是将金属作为阳极置于电解质溶液中,并施加电流使其表面发生氧化反应,生成金属氧化膜。阳极氧化电解液及其参数均为铝氧化物薄膜(Al₂O₃)设计。阳极氧化过程中,铝会产生氧化铝(Al₂O₃),其结构致密、稳定,且与铝基材附着力强。然而,当钢材置于同一浴槽中时,钢中的铁元素在阳极处理条件下会产生FeO、Fe₂O₃和Fe₃O₄的混合物。氧化层松散、开裂,无法形成致密的保护膜;相反,它会形成松散且易于剥落的腐蚀产物。这就是为什么钢不能被阳极氧化。如果强行尝试“阳极氧化”,钢面将无法达到预期的外观和性能,最终成为废料。
表面处理错误的真实代价
根据制造工程师学会(SME)的一项调查,约23%的加工废料原因与表面处理规范不正确有关。在快速原型阶段,由于材料与工艺不匹配导致的设计重工,项目交期平均延长5-8个工作日。
Brightstar 正确表面处理决策路径
下图展示了Brightstar工程团队在收到该项目图纸(含“钢阳极处理”)后所遵循的决策逻辑:

钢材黑色氧化涂层详细溶液
当客户坚持使用“黑色”颜色且材料为钢(如Q235B,59CrV4)时,我们推荐的表面处理工艺是黑色氧化,有时也称为“黑色化”。
为什么选择黑氧化物?
钢黑化(黑氧化)的原理如下:钢件浸入约140°C的高温碱性氧化溶液(通常含有氢氧化钠和亚硝酸钠)。在氧化剂的作用下,钢表面生成致密的磁铁矿(Fe₃O₄)薄膜。核心反应为:铁与亚硝酸钠在碱性环境中反应,首先形成铁氧钠(Na₂FeO₂)和铁酸钠(Na₂Fe₂O₄),然后水解成黑色Fe₃O₄沉淀物,牢固附着在工件表面,形成紧密的黑色保护膜。这使得它特别适合精密钢件的表面处理。
尽管钢阳极氧化(尝试)和钢黑化最终产生相同的化学成分Fe₃O₄,但“形成方法”和“薄膜结构”完全不同,导致性能截然不同。在酸性阳极处理条件下(电流通过钢表面作为阳极),除了形成Fe₃O₄外,还会同时发生剧烈的氧演化反应,气泡不断冲击生长中的薄膜,形成穿孔和微裂纹。阳极区的pH值急剧下降,Fe₃O₄在强酸性条件下不稳定,部分溶解并进一步破坏薄膜完整性。相比之下,化学变黑发生在高温、浓缩的碱性环境中,使铁₃O₄通过“原位缓慢转化”通过氧化还原反应生长,没有气泡冲击和溶解,从而获得致密、完整且粘附力强的Fe₃O₄保护膜。简单来说:通过黑化形成的Fe₃O₄是一层致密的保护层,会“生长”到位;阳极氧化试图形成的Fe₃O₄是一层松散的锈层,被氧气泡“炸开”。同样的构图,不同的结构,完全相反的表现。
为什么选择黑色氧化处理钢件
当然,除了阳极氧化,还有许多其他钢材表面处理方法。那么,我们为什么选择黑氧化物呢?因为对于大多数需要黑色外观且必须保持严格公差的硬化钢件(如本项目),黑色氧化物比任何油漆或涂层都更适合工程。
数据比较:黑色氧化与其他表面处理选项
为了帮助客户理解我们推荐黑色氧化的原因,我们准备了以下对比表:
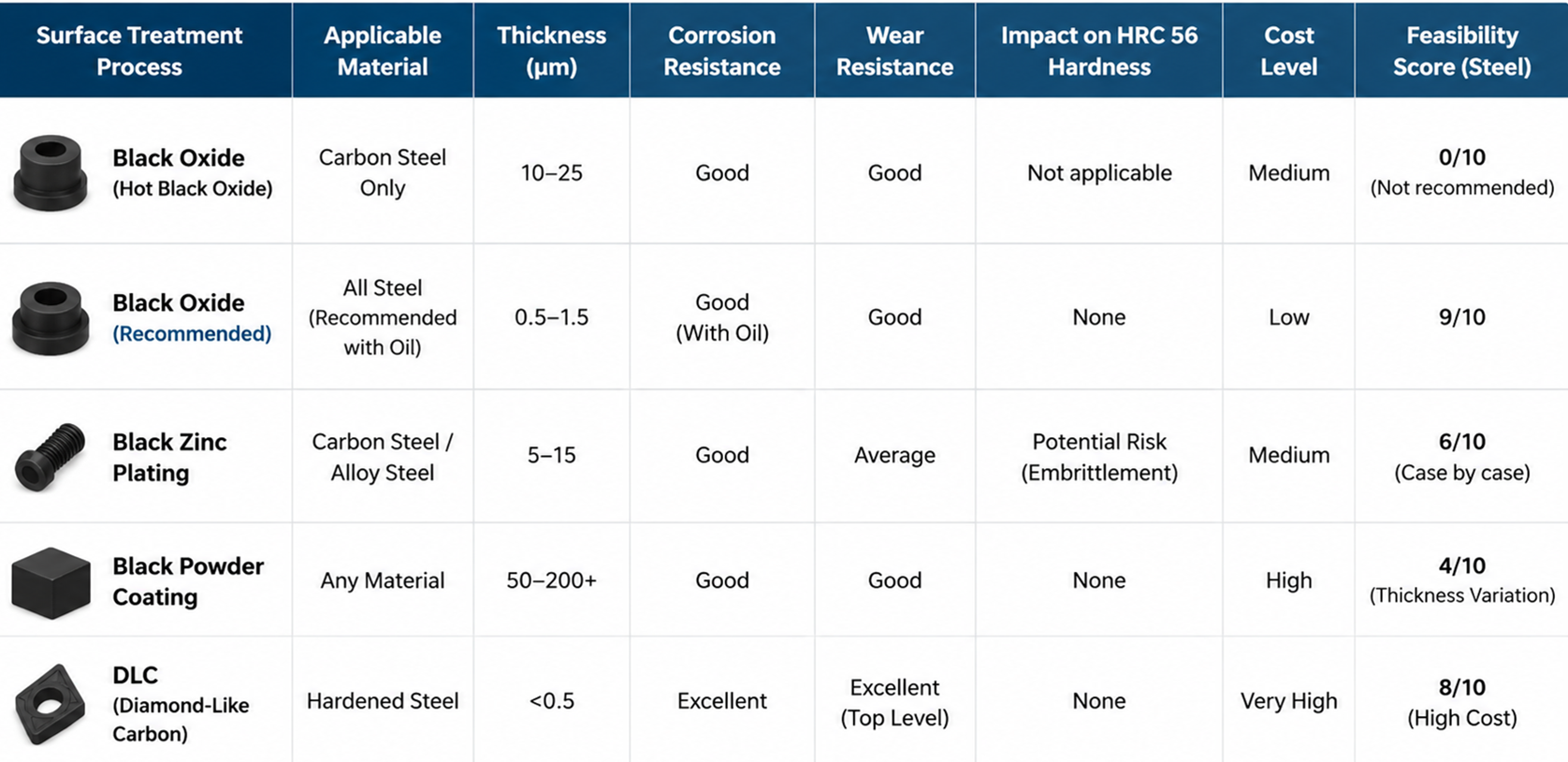
从这张表中,我们知道黑氧化物在尺寸精度、成本和工艺兼容性之间实现了最佳平衡。
Brightstar案例研究:保持HRC 56±2和ISO 2768-f公差——包括黑色氧化表面处理
挑战
渗碳和淬火后的零件容易出现椭圆形或变形(变形控制)。
59CrV4材料对表面缺陷非常敏感。
必须在最终尺寸上施用黑氧化剂,且不需任何加工余裕。
我们的执行流程
工程评测:发现阳极氧化不可行,主动建议改用黑色氧化物。
热处理优化:使用略有补偿的加工材料(预变形控制)。对于Q235B部分,我们保留0.2毫米的材料再进行渗碳,淬火后精确研磨至最终公差。
工艺序列调整:粗加工/铣削→渗碳和淬灭至HRC 56,→关键配合面→黑氧化物的精密研磨→最终清洗和包装。

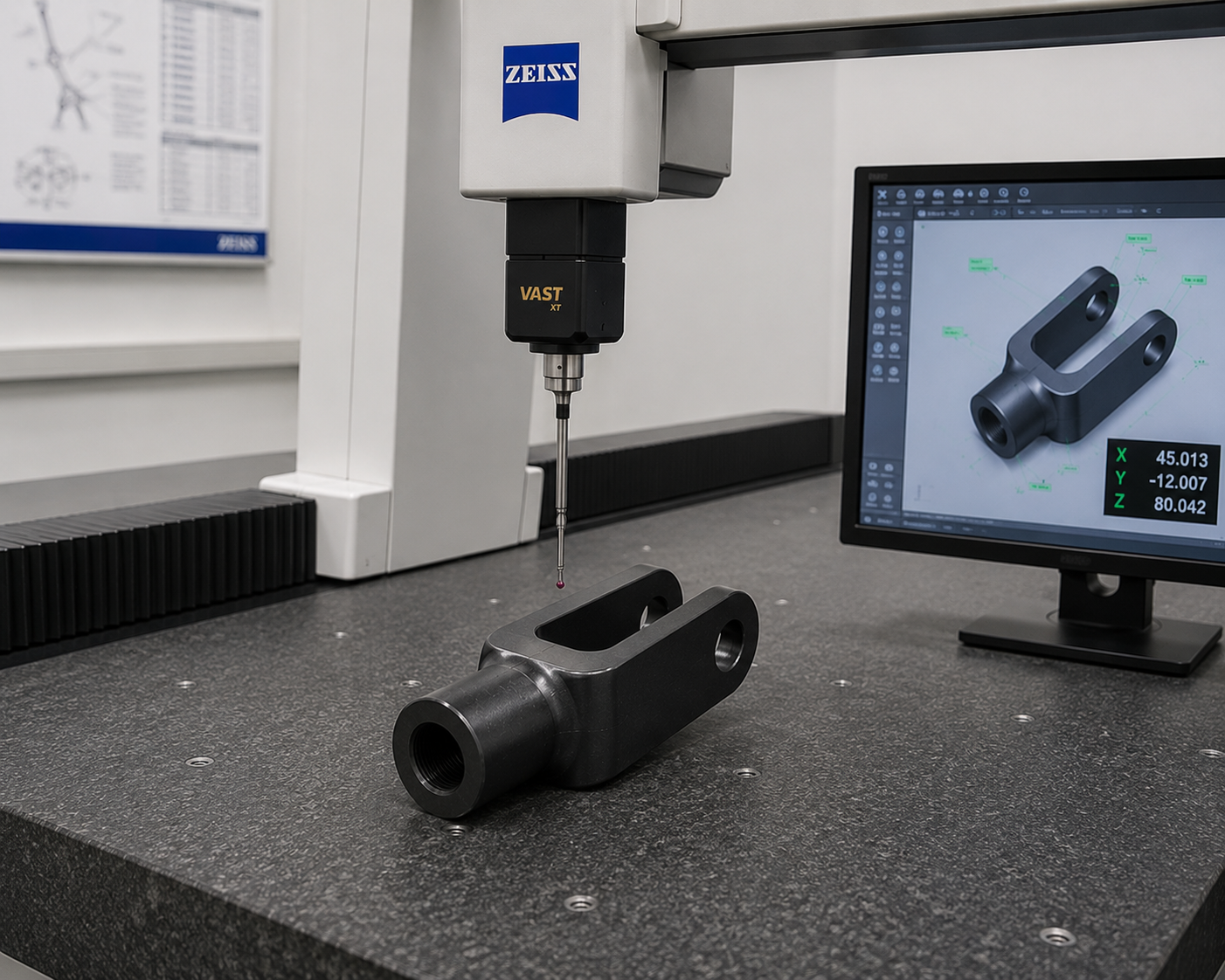
质量检查: 使用维克斯硬度测试仪验证有效硬化层深度为0.35毫米(达到0.3+0.1);CMM测量确认所有尺寸均符合ISO 2768-f中等等级公差。
最终结果
硬度:HRC 56±2(极佳的均匀性)
外观:均匀深黑色,哑光,无斑驳
装配:完全满足客户装配要求的许可
客户反馈:表面处理达到了预期。
Brightstar Prototype CNC Co., Ltd – 您的表面处理工程合作伙伴
Brightstar原型数控有限公司通过ISO 9001:2025质量管理体系认证。我们的工程团队拥有超过10年的精密加工和快速成型经验,专注于涉及材料工艺不匹配、严格公差和特殊表面处理的复杂项目。
我们服务的行业包括汽车零部件、工业机械、医疗器械、机器人技术等。平均而言,我们每年帮助全球客户避免50多起因设计规范错误引发的潜在问题。

常见问题:关于钢材表面处理的常见工程问题
问1:黑色氧化处理会改变零件的尺寸吗?
答:几乎没有。黑色氧化涂层的厚度仅为0.5–1.5微米,明显比其他表面处理工艺(如锌镀层5–15微米,粉末涂层50+ 微米)要薄得多。因此,它特别适用于需要严格公差的零件,如ISO 2768-f,表面处理后无需二次研磨。
问2:黑色氧化物会影响钢材的原始硬度或热处理结果吗?
答:没有。黑氧化工艺温度约为140°C,远低于钢的回火温度(通常高于200°C)。因此,它不会改变HRC 56±2的硬度,也不会影响有效硬化层深度。这与需要高温或酸性环境的工艺不同,比如某些涂层或阳极处理。
问3:我的零件是59CrV4弹簧钢。黑氧化物会导致氢脆化吗?
答:没有。黑氧化工艺不产生氢离子,也没有氢脆风险。但如果采用腌制或电镀(如锌镀),则必须在200°C下烘烤超过4小时(氢气缓解)。我们在流程规划中明确规定了这一点。
问4:你能处理的最大钢材零件尺寸是多少?
答:我们的数控设备可加工单件钢件尺寸为1200 x 800 x 600毫米。表面处理(黑氧化)可以在该包层内支持任何尺寸的部件。
别让你的下一个原型卡在表面处理上
不要让“不可能完成的工艺要求”阻碍你的产品开发进展。在Brightstar Prototype CNC Co., Ltd,我们远不止切割金属:
免费工程评测: 提交您的图纸(材料、公差、表面处理要求),我们将在24小时内分析其可制造性。
主动优化建议: 如果发现“钢阳极氧化”等问题,我们会提供正式的技术文件和替代方案。
快速原型制作: 结合我们的快速原型制作服务,我们能在短短7天内交付从热处理到黑氧化的一站式解决方案。
立即行动:
把你的RFQ或图纸发给 ann@brightrapid.com
或者访问我们的网站:https://www.brightrapid.com
让专业的表面处理工程能力保护您的精密部件。
版权声明: 本文原创于Brightstar Prototype CNC Co., Ltd,基于一个真实的项目案例。数据比较来自内部测试和公共行业标准(ASTM B117,ISO 27830)。未经授权的复制是被禁止的。
参考文献
1. 根据ASM手册第5卷:表面工程,“铁及其合金在酸性阳极氧化条件下形成不稳定、多孔且通常无保护性的氧化产物,这与铝表面的高密度氧化铝膜完全不同。因此,阳极处理在商业上并不用于钢材处理。“——ASM International,1994年,第482页。
2. 制造工程师协会(SME)。《表面工程调查中的质量成本》,2022年。第45页。