理解±0.005毫米加工能力:在真实数控Product中的真正含义
几个月前,一位来自欧洲自动化设备公司的工程师向我们发送了一份关于复杂铝制部件的报价单。
乍一看,这个角色看起来相当标准。材料为7075铝,几何结构不复杂,试点组装数量仅50件。
然后我们打开图纸,立刻注意到一个细节:±0.005毫米——在零件的多个关键特征上。
不仅仅是在承重座上。不仅仅是定位功能。在一组特征上,这些特征决定了组装的表现。
工程师的假设是可以理解的。如果更严格的公差更好,为什么不在所有重要部件上标明±0.005毫米呢?
然而,这也是我们在数控加工项目中最常见的误解之一。
实际上,达到±0.005毫米是可能的,但是否必要、经济甚至有益,完全取决于零件的功能。
本文将解释±0.005毫米加工能力的真正含义,真正需要它的地方,哪些因素决定其能否稳定实现,以及工程师如何在满足性能要求的同时避免不必要的制造成本。
“能实现”和“能维持”的区别
精密加工中最大的误解之一是将机械能力与生产能力混淆。
许多数控供应商宣传:
±0.01毫米——±0.005毫米——甚至±0.002毫米
从技术上讲,这些数字在理想条件下是可以实现的。
但工程师很少会买到一个完美的零件。
他们购买:20个原型车——200个量产零件——每年2000个批量零件。
真正的问题不是:“你能加工一个特征到±0.005毫米吗?”
真正的问题是:“你能否在每个部件上保持一致地保持这种容忍度?”
这正是许多项目变得具有挑战性的地方。
我们见过这样的情况:机器可以制造出完美的首件,但在生产过程中由于刀具磨损、热增长、材料应力或夹具运动,尺寸变化逐渐出现。
因此,经验丰富的制造商更注重工艺稳定性,而非峰值精度。
在生产环境中,一致性往往比追求图纸上的最小数字更有价值。
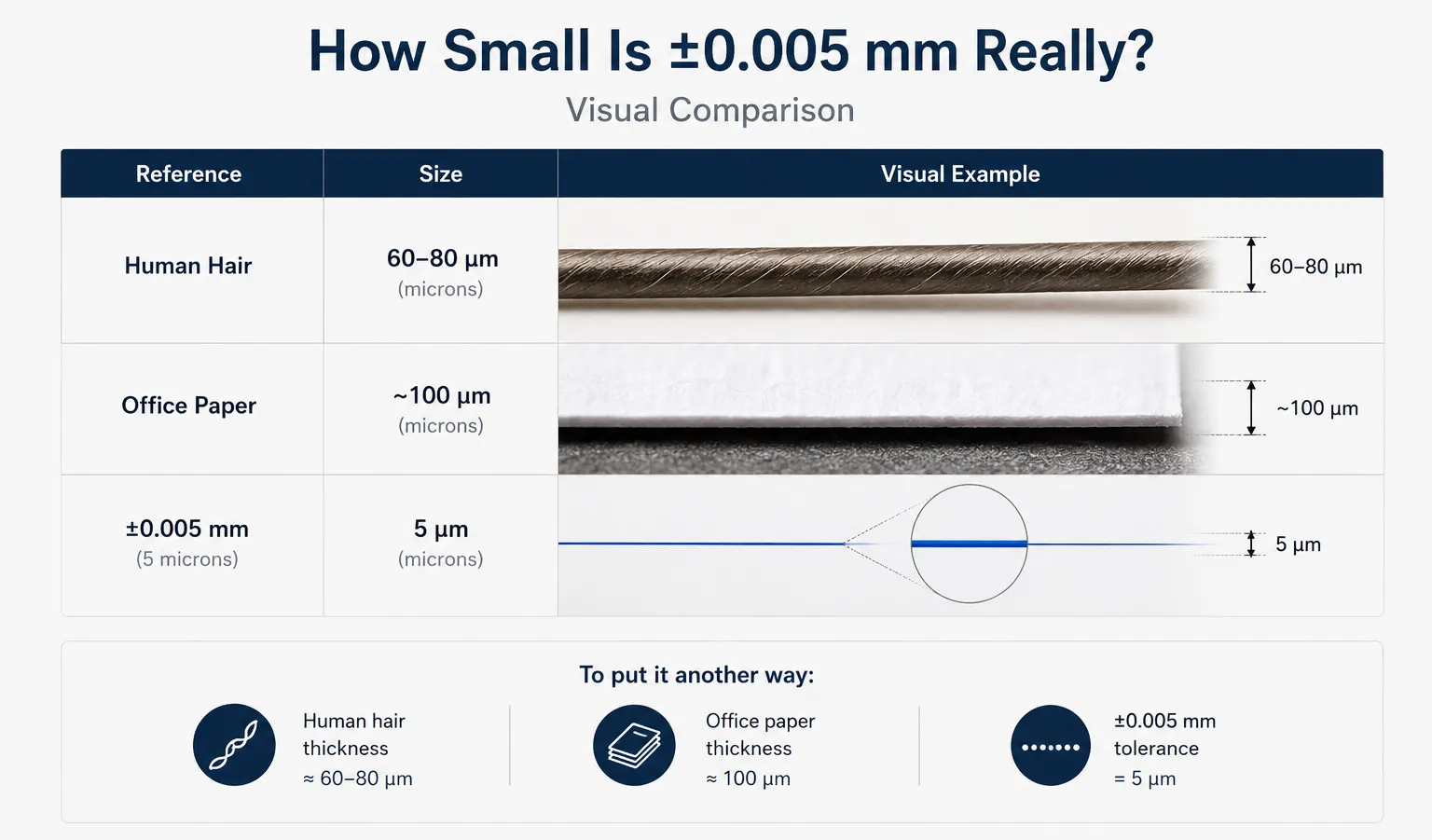
±0.005毫米到底有多小?
大多数人都知道±0.005毫米很紧。
很少有人能想象它有多紧。
人类头发的直径通常在60-80微米之间。±0.005毫米仅等于5微米。
这意味着允许的全部变异大约是人类头发粗细的1/10到1/20。
| 参考文献 | 大致尺寸 |
|---|---|
| 人类头发 | 60-80微米 |
| 办公用纸厚度 | 80-100微米 |
| ±0.005毫米公差 | 5微米 |
一旦公差达到这个水平,加工就不再只是切割材料。
机床温度、主轴状况、夹具刚性、刀具磨损、测量不确定性,甚至车间环境温度都可能开始影响结果。
这就是为什么严格公差加工需要完整的制造系统,而不仅仅是高端数控机床。
什么时候真正需要±0.005毫米?
根据我们的经验,许多图纸规定了超严格公差,仅仅因为它们是从旧设计中复制而来的。
这种公差看起来很不错,但可能对产品性能没有帮助。
例如,设备安装板很少能从±0.005毫米的规格公差中受益。尺寸是50,000毫米还是50.015毫米,通常并无区别。
另一方面,有些功能确实需要这种程度的控制。
典型例子包括:
轴承配合
精密定位曲面
光学校准组件
半导体设备部件
医疗设备定位特性
高精度机器人组件
关键原则很简单:仅在影响功能的地方才用Apply严格公差。
其他一切都应尽可能放松。
经过优化的图纸通常能降低加工成本,而不影响产品性能。
为什么严格公差会增加数控加工成本
采购经理们经常问到的一个问题是:
“如果你的机器能达到±0.005毫米,为什么价格比±0.02毫米涨这么多?”
答案很简单:因为加工成本不是由机器本身决定的。它取决于实现这一结果所需的过程。
想象两个铝制部件。
A部分要求公差为±0.05毫米。B部分要求±0.005毫米。
乍一看,差别仅为0.045毫米。
实际上,制造工艺可能完全不同。
对于标准公差部件,机械师可以在一次精加工中完成该特征。
对于±0.005毫米的特征,过程通常包括:
额外的半修整加工作业
降低切割参数
更频繁的刀具补偿
额外的过程中测量
更高的检查要求
报废风险增加
公差越严格,容错空间越小。
一个尺寸大于某一图纸上可能完全可以接受,但在另一张图纸上却完全被拒绝。
这就是为什么工程师应将公差视为设计工具,而非质量指标。
更严格的公差并不自动产生更好的产品。这只是制造了更严格的要求。
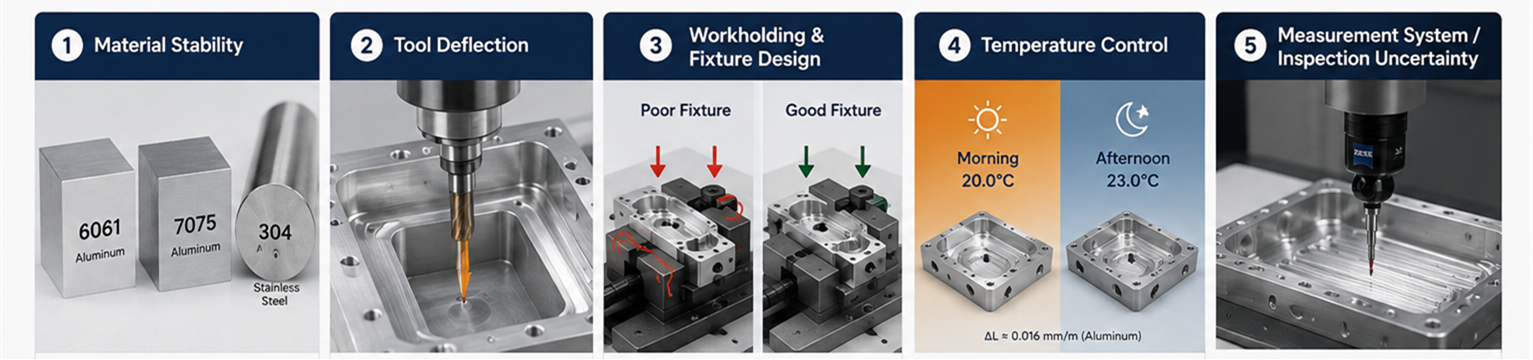
影响精密数控加工的最五个因素
许多人认为精密加工只依赖于数控机床。
实际上,这台机器只是拼图中的一块。
1. 材料稳定性
并非所有材料在加工过程中表现相同。
例如,6061铝通常非常稳定且易于加工。7075铝材强度更高,但可能产生更多内部应力,尤其是在大型航空航天部件上,材料需大量去除。
不锈钢则带来了不同的挑战。相比铝,热量产生、加工硬化和切割阻力都更高。
这就是为什么在某种材料上实现相同的公差可能很容易,而在另一种材料上则更难实现。
2. 工具挠度
精密数控铣削中最大的挑战之一是刀具挠度。
可以考虑一个深口袋,加工在铝制外壳里。腔体越深,刀具必须从主轴延伸越长。
即使机床定位精度完美,切削工具本身在切削力下也可能略微弯曲。
在浅层特征上,这种效应可以忽略不计。在深空腔中,它很容易影响尺寸精度和表面光洁度。
这也是为什么经验丰富的数控工程师经常重新设计刀具路径,而不是单纯减慢机床速度的原因之一。
3. 工件固定与夹具设计
在许多项目中,灯具决定成功的关键多于机器本身。
我们曾经加工过一个轻质结构铝件,材料去除率超过80%。
最初的加工策略看起来是正确的。粗加工后尺寸可接受。
然而,完成后,该部件经常超出公差范围。
根本原因不是机器。问题在于夹具引起的应力。
重新设计夹具并改变加工顺序后,尺寸稳定性显著提升。
这段经历强化了一个每个机械加工工程师最终都会学到的教训:精密机器无法弥补工件抓握不佳。
4. 温度控制
在严格公差下,温度变得异常重要。
金属会随着温度变化膨胀和收缩。上午加工的大型铝件可能与下午晚些时候测量的铝件表现不完全相同。
对于超精密项目,制造商通常会:
稳定车间温度
检查前All部分休息
控制测量环境
使用校准检验设备
这些步骤看似繁复,但当公差进入微米范围时,这些步骤变得至关重要。
5. 测量系统与检验不确定性
在±0.005毫米时,检测方法本身变得至关重要。
一台不确定度±0.002毫米的三位测量机已占用近一半的公差区间。没有受控环境、校准设备和经过验证的总质量与反差,你不是在验证公差,而是在估计公差。
这就是为什么对于严格公差的工作,检验必须作为制造过程的一部分,而不是事后考虑的。
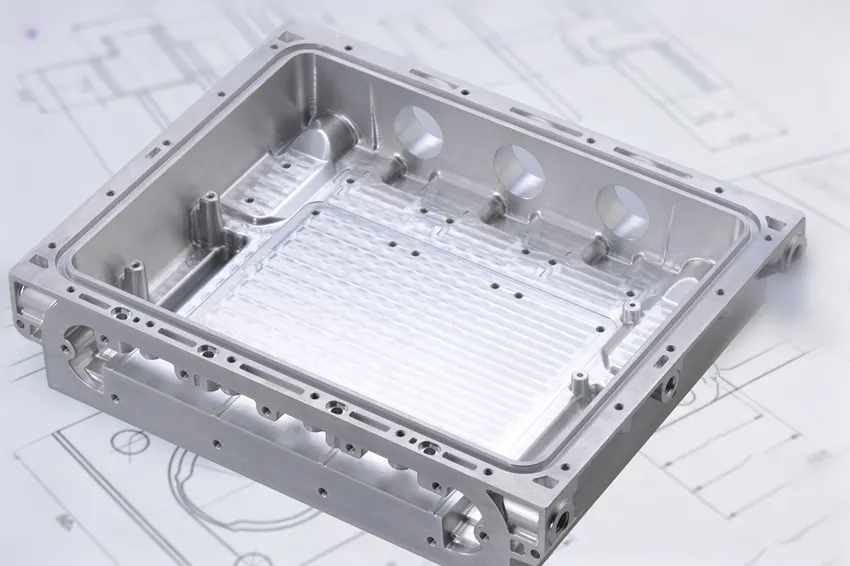
一个真实例子:在复杂铝部件上实现±0.005毫米
前段时间我们做过一个铝制外壳底座,用于自动化设备。
它拥有多种定位功能、深加工的口袋以及特征间紧密的位置关系。多个关键尺寸被标注为±0.005毫米。
乍一看,你可能会认为挑战在于在一部长片上保持这个数字。但在真实制作中,这通常不是难点。
真正的挑战在于:该零件需要多次加工并重新夹具。每次重新定位零件,都有失去特征间位置关系的风险。对于深袋和定位表面之间需要±0.005毫米位置要求的零件,这种风险会迅速累积。
这才是±0.005毫米在生产中的真正含义——不仅仅是机器能否达到某个数值,更在于工艺是否能经受多次设置、减压、刀具磨损和热变的考验。
以下是我们让它顺利进行的做法:
我们没有直接冲到底,而是加了一个半收尾的通道。这样可以让材料在最终切割前放松。
我们还专门制作了软钳,确保每个部件夹紧方式完全相同——操作员无需猜测。
我们在粗加工过程中通过交替切割和避免只从一侧进行重度去除来平衡材料移除,这样在释放内部应力时避免了变形。
我们不仅用CMM验证了单个尺寸,还验证了各作业之间的位置关系——同时对测量不确定性和环境控制进行了细致关注。
第一批通过了。更重要的是,后来量增加时,过程保持稳定——毫无意外。
对我来说,这才是理解±0.005毫米能力的真正含义:
这不是关于你能否做出一个好角色。关键是你能否用同样的方式做出下一个百个,而不用每次都抗拒这个过程。

买家应如何评估CNC公差声明
许多数控供应商宣传令人印象深刻的公差数据。
在做出供应商决定前,请考虑询问:
哪些尺寸实际上能达到±0.005毫米?
容差能力是否通过三位测量仪(CMM)检验验证?
这种容差是在量产中实现的吗,还是只能在原型数量中实现?
该能力主张包含哪些材料?
供应商能提供检查报告吗?
这些问题通常反映的是供应商的实际能力,而非容差声明本身。
一个公开讨论工艺限制的供应商,往往比每个项目都承诺微米级精度的供应商更可靠。
精密数控铣削是关于过程控制的
最重要的结论是:
精密加工不是单台机器。它关乎控制整个制造过程。
机器能力很重要。工具选择很重要。夹具设计很重要。检查很重要。工程经验很重要。
当所有这些元素协同工作时,实现严格公差变得可重复,而非偶然。
对于医疗设备、机器人、半导体设备、航空航天零部件和自动化系统等行业,这种一致性最终决定了产品质量和生产成功。
需要帮助评估严格公差要求吗?
许多图纸规定极其严格的公差,仅仅因为它们是从之前的项目或内部标准中复制而来的。
在某些情况下,放松非临界公差可以降低20%-40%的加工成本,而不影响产品性能。
在Brightstar Prototype CNC Co., Ltd.,我们的工程团队会定期审查客户图纸,以识别:
关键尺寸
可制造性风险
成本削减机会
公差优化可能性
无论您需要精密数控铣削、五轴数控加工,还是复杂的铝制零部件制造,我们都能在生产开始前帮助评估您的设计。
今天就上传您的图纸,免费获取可制造性评估和报价。
常见问题
CNC加工真的能达到±0.005毫米吗?
是的。然而,这种公差能否持续实现取决于材料、几何形状、机械能力、夹具和检测方法。
每个尺寸都需要±0.005毫米吗?
不。严格的公差应仅应用于直接影响产品功能、组装或性能的特征。
哪些材料最适合高精度数控加工?
铝6061、铝7075、某些不锈钢以及工程塑料如PEEK常用于精密加工应用。
在五轴数控加工中,能达到±0.005毫米吗?
是的。在许多复杂零件中,五轴数控加工实际上可以通过减少安装次数和最小化累积误差来提高尺寸精度。
我如何判断我的画作是否过度公差?
经验丰富的数控加工供应商的可制造性审查可以帮助识别可放松尺寸而不影响产品性能的尺寸。
免责声明
本文所提供的信息仅供一般工程和制造参考参考。实际可实现的公差可能因零件几何形状、材料特性、机器状况、检验需求和生产环境而异。项目具体建议应始终与合格的制造工程师进行审查。